
Mersen provides efficient process solutions for chemicals
The Chemicals industry is a dynamic and demanding sector, requiring durable solutions. Graphite,Silicon Carbide, and PTFE are efficient components in various applications, including heat recovery units. They ensure processes are not only efficient but also sustainable and innovative.
-
Chemicals
Mersen is a global expert
With a global presence spanning five continents, Mersen boasts unparalleled expertise in the chemicals market. Our commitment to excellence and innovation underpins our esteemed reputation worldwide.-
130.00 years
of expertise in the chemicals market
-
450.00
process equipement completed each year
-
10.00
innovative solutions deployed for chemicals
-
430.00 °C
maximum resistance
-
-
The Chemicals Industry
The pivotal role of heat recovery units
Between the rapid strides of innovation and the imperative need for efficiency in the Chemicals Industry, there’s a continuous endeavor to integrate technologies that embody both these crucial elements.
Heat recovery units have emerged as game-changers in modern chemical processes. These units are ingeniously designed to capture and reuse heat, which would otherwise be lost, leading to substantial energy savings and reduced operational costs. The advent and growing adoption of heat recovery units underscore the industry's dedication to innovation and efficiency. With the rising demand for efficient heat exchangers, heat recovery units are instrumental in shaping the future of the chemicals market. They offer numerous benefits, including energy conservation, reduced emissions, and enhanced process efficiency, all vital for the sustainable and efficient operation of the chemical industry.

-
Mersen offers a high-quality and long-term partnership
As a long-term client, I can attest to Mersen's unwavering commitment to delivering innovative and dependable solutions for our chemical processes. Their expertise and customer service are excellent.
John Collins
Senior Process Engineer
-
Heat recovery unit
Mersen's range of heat recovery unit equipment
What is a heat recovery unit?
A heat recovery unit is a pivotal system in industrial processes, designed to efficiently reclaim heat energy that would typically be lost, optimizing energy use and minimizing waste. Understanding the heat recovery concept is essential, as it is integral to enhancing operational efficiency in various industrial applications. The heat recovery unit operates by capturing excess heat generated during processes, utilizing it in other areas that require heat, thereby promoting energy conservation and reducing overall operational costs.
Mersen’s range of equipment
Mersen, a global expert in electrical power and advanced materials, provides a diverse range of equipment designed for efficient heat recovery in various industrial processes. Each product in the range is crafted with precision and attention to detail, ensuring optimal performance and longevity.
-
Heat recovery units
Mersen offers a unique range of heat recovery units meticulously designed to meet diverse industrial needs. These units are engineered with precision, embodying specifications that cater to various applications, ensuring optimal performance and reliability. Mersen's HRUs are renowned for their efficiency, providing a sustainable solution for industries looking to enhance their energy-saving practices while maintaining robust performance.

-
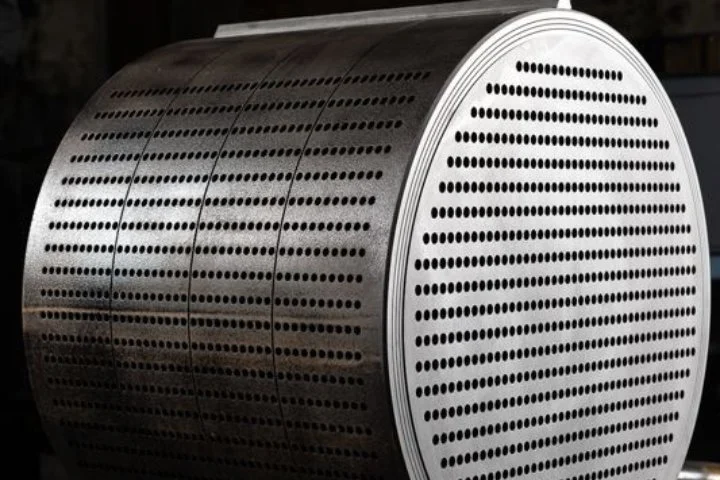
Graphite heat exchangers
Delving deeper, the graphite heat exchanger stands out as a noteworthy product within Mersen’s extensive range. Known for its efficiency and durability, this heat exchanger is made from premium graphite, offering superior thermal conductivity for efficient heat transfer. Its robust construction guarantees longevity and resilience, providing a reliable solution for various industrial applications.
-
HCl burners
In the realm of hydrochloric acid production, Mersen’s HCl burners are indispensable. These specialized burners are designed with unique features that not only facilitate efficient hydrochloric acid production but also ensure the process's safety and reliability, making them invaluable tools in the chemical industry. These burners enhance the efficiency of HCL synthesis units by recovering 800 KWH per ton of burned chlorine and reducing cooling water consumption by 65%. They play a crucial role in the HCL synthesis unit, enhancing its overall efficiency and productivity.

-
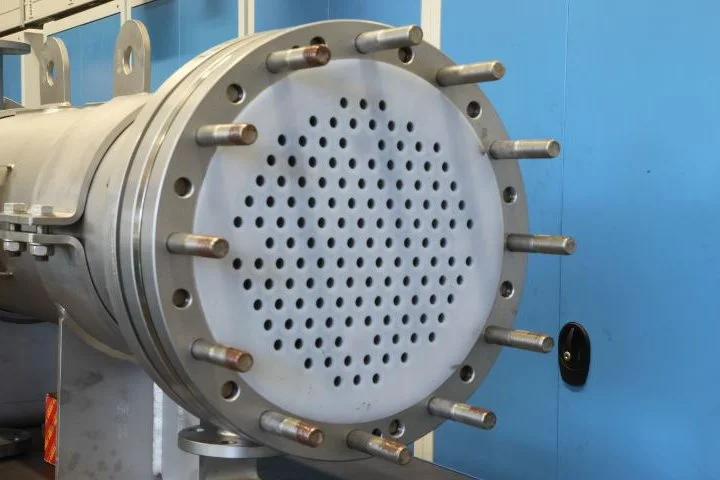
Silicon carbide heat exchangers
The silicon carbide heat exchanger is another exceptional offering from Mersen. Constructed from advanced ceramic material, it provides superior resistance to harsh environments, including strong acids, bases, and chlorinated organics like sulphuric acid, phosphoric acid, HF, NaOH, and HCl. This makes it particularly suitable for highly aggressive chemical compounds. Known for its high-temperature resistance and durability, this heat exchanger is ideal for various industrial applications that require a resilient and reliable heat transfer solution.
-
PTFE lined columns
Lastly, the PTFE-lined columns in Mersen’s range are significant for their unparalleled chemical resistance. These columns are essential components in chemical processes, providing a safe and efficient environment for conducting sensitive chemical reactions while ensuring longevity and reliability in operations.

-
How to choose your anticorrosion equipment?
Understanding the environment in which the anticorrosion equipment will operate is fundamental. Different environments and the chemicals involved in the process can significantly impact the equipment's performance and lifespan. For instance, equipment that is resistant to a wide range of chemicals, like those incorporating PTFE lining, is crucial for processes involving aggressive and corrosive chemicals.

The operational temperature and pressure are vital factors in selecting anticorrosion equipment. Equipment materials like silicon carbide and graphite are known for their ability to withstand high temperatures and pressures, ensuring that the equipment remains functional and durable under strenuous conditions.

Durability and longevity are non-negotiable when investing in anticorrosion equipment. Opt for equipment that is not only robust but also designed to last, minimizing the need for frequent replacements. Graphite heat exchangers are renowned for their durability and long service life, making them a wise investment for long-term industrial applications.

-
On which markets is anticorrosion equipment used?
Anticorrosion equipment is indispensable in various markets due to its crucial role in preserving the integrity and functionality of equipment and systems exposed to corrosive elements. Below are some of the primary markets where this equipment proves to be invaluable.
How to choose a heat recovery unit for the Chlor-alkali market?
In the Chlor-alkali industry, anticorrosion equipment is essential due to the highly corrosive nature of chlorine and caustic soda. These substances can significantly degrade machinery and infrastructure without adequate protection. Utilizing anticorrosion equipment like HCl burner system ensures that the production processes run smoothly, with minimal disruption due to equipment failure or degradation.
Why choose graphite heat exchangers for the Fertilizer market (specifically phosphoric acid)?
The Fertilizer industry, especially those dealing with phosphoric acid production, requires robust anticorrosion solutions. Phosphoric acid is highly corrosive, and standard equipment materials may not withstand its effects over time. Anticorrosion equipment made from materials like graphite is commonly used to ensure longevity and reliability in phosphoric acid handling and processing.
How to choose between silicon carbide and graphite heat exchangers for the Active pharmaceutical ingredients market ?
The production of Active Pharmaceutical Ingredients (API) often involves corrosive chemicals and stringent purity requirements. Anticorrosion equipment is vital in this market to prevent contamination and maintain the integrity of the active ingredients. Silicon carbide and graphite blocks are examples of equipment used in this industry to offer superior corrosion resistance and ensure that the APIs are produced efficiently and safely.
How to choose a heat recovery unit for the Specialties chemicals market?
Specialty chemicals market often involves the handling and processing of various aggressive chemicals. These chemicals can be corrosive, requiring equipment that can withstand their effects without compromising on safety and efficiency. Anticorrosion equipment, including silicon carbide heat exchangers,graphite tubes and PTFE pipes, is extensively used in this market to offer reliable and durable solutions for handling and processing specialty chemicals. PTFE pipes, in particular, are renowned for their remarkable chemical resistance and are crucial in ensuring safe and efficient transportation of aggressive chemicals within the production system.
-
What are the benefits of graphite for graphite blocks and graphite tubes?
-
01.
Excellent thermal conductivity allowing to dissipate heat thereby improving the overall efficiency of the systems
-
01.
Corrosion resistance making it an ideal material for use in environment where corrosive chemicals and substances are present
-
01.
High-temperature resistance providing consistent performance in heat recovery units operating at high temperature
-
01.
Low thermal expansion providing consistent performance and reducing the risk of equipment failure due to thermal stress.
-
-
Chemical
Need to get information on heat exchangers?
-
Why choose Mersen for your heat recovery unit
Mersen expertise in heat recovery units
Mersen possesses extensive expertise in developing and manufacturing heat recovery units. With years of experience in the field, the company has honed its skills and knowledge, providing solutions that are tailored to meet the specific needs and challenges of different industrial applications. This deep expertise guarantees that you receive a heat recovery unit that is designed with precision and understanding of your operational requirements.
The optimal energy efficiency of the heat recovery units
Energy efficiency is at the core of Mersen’s heat recovery units. The company is dedicated to providing solutions that contribute significantly to energy conservation and efficiency. Mersen's heat recovery units are engineered to capture and reuse heat effectively, reducing energy consumption and, consequently, operational costs. This commitment to optimal energy efficiency makes Mersen’s units an economically sound investment for various industrial processes.
The high-quality materials of the heat recovery units
Quality is non-negotiable at Mersen. The company utilizes high-quality materials in the construction of its heat recovery units, ensuring durability, reliability, and long-term performance. Whether it’s the graphite blocks, graphite tubes, or other components, each part of the unit is crafted with materials that withstand the test of time and challenging operational conditions.
The continuous innovation for the heat recovery units
Innovation is a constant pursuit at Mersen. The company invests in continuous research and development to innovate and improve its heat recovery units. This relentless focus on innovation means that you receive a product that incorporates the latest technologies and advancements in the field, offering enhanced efficiency and reliability. With Mersen, you are not just getting a product; you are investing in a solution that evolves with the changing demands and trends of the industry.
-

-
What can a Mersen heat recovery unit offer you?
Investing in a Mersen heat recovery unit brings a host of benefits to your industrial processes. These units are meticulously designed to offer value and performance, making them an indispensable asset for operations looking to enhance efficiency and reliability.
Significant reduction in energy costs
A Mersen heat recovery unit is a cornerstone for energy savings. Its advanced design and technology allow for the effective capturing and reusing of heat, which significantly reduces energy consumption. This efficiency translates into substantial savings on energy costs, making it an economically viable solution for industries aiming to optimize their energy expenditure.
Process efficiency improvement
Mersen’s heat recovery units are synonymous with improved process efficiency. They facilitate smoother and more efficient operations by ensuring that heat is recovered and utilized optimally. This not only enhances the performance of your processes but also contributes to achieving your production targets more efficiently and effectively.
Durability and longevity of heat recovery unit
Durability and longevity are built into every Mersen heat recovery unit. Crafted with high-quality materials like graphite blocks and silicon carbide, these units are designed to withstand the rigors of industrial environments and operate seamlessly over extended periods. The robust construction ensures that you have a reliable unit that continues to deliver value year after year.
Flexibility of heat recovery unit
Flexibility is a defining feature of Mersen’s heat recovery units. These units are engineered to adapt to various applications and operational requirements, providing a versatile solution that can be integrated into different processes with ease. Whether you are working in the Chlor-alkali, Fertilizer, or Specialties Chemicals market, the flexibility of these units makes them suitable for a wide range of applications.
Safety of heat recovery unit
Safety is a top priority for Mersen. The heat recovery units are designed with various safety features to protect both the equipment and the operators. With a focus on creating products that adhere to the highest safety standards, Mersen ensures that its heat recovery units provide a safe working environment while efficiently handling the heat recovery needs of your processes.
-
Questions you might have about heat recovery units and anticorrosion equipment
-
How do PTFE piping and PTFE bellows ensure safe handling of aggressive chemicals?
Mersen's "PTFE bellows" and "PTFE piping" are integral components designed for safe handling of aggressive chemicals. The PTFE bellows, made exclusively with paste-extruded PTFE, offer high flexion capability and corrosion resistance, making them suitable for use with all chemical products. They efficiently compensate for thermal expansion in pipelines and protect equipment against vibrations and piping loads. With features like high flexion capability and availability in standard sizes, they ensure the protection of equipment and installations.
-
What innovations has Mersen integrated into its HCl burners to optimize acid production?
Mersen's Sintaclor Burners are innovative solutions designed for the production of ultra-pure HCl through the synthesis of Cl2 and H2, primarily for the Chlor-Alkali industry. With over 600 units installed worldwide since 1960, these burners have been continuously improved. The third generation, introduced in 2017, brought significant innovations. It boosts heat recovery, allowing the recovery of 800 KWH per ton of burned chlorine, which is crucial for energy efficiency in "heat recovery units". This innovation also reduces cooling water consumption by 65%, offering flexibility in selecting end-products, and integrates seamlessly into plants with a 5% turn-down ratio.
-
How do Mersen's silicon carbide heat exchangers offer better resistance to high temperatures compared to traditional heat exchangers?
Mersen's Silicon Carbide heat exchangers are constructed from advanced ceramic material, providing superior resistance to harsh environments, including strong acids, bases, and chlorinated organics like sulphuric acid, phosphoric acid, HF, NaOH, and HCl. This makes them particularly suitable for highly aggressive chemical compounds. The SiC heat exchangers offer “universal corrosion resistance,” excellent thermal conductivity for efficient heat transfer, and high erosion resistance, allowing for higher velocity and improved heat transfer. These features make SiC heat exchangers a preferred choice for applications demanding high temperatures, abrasion, and erosion resistance, as well as high-pressure endurance up to 40 bar.
-
What is the average lifespan of Mersen's PTFE bellows?
Mersen's "PTFE bellows" are designed for longevity, crafted with the highest quality paste-extruded PTFE to ensure a long flex life. While the exact lifespan can depend on the specific application and operating conditions, the quality of materials and construction used by Mersen guarantees that the PTFE bellows offer durable performance over time.
-
What is the warranty duration for the heat recovery units?
Mersen offers a comprehensive warranty for its "heat recovery units", underscoring the company's commitment to quality and customer satisfaction. The warranty duration is indicative of the confidence Mersen has in the durability and reliability of its products. For specific warranty details, please contact us.
-
How long does it take to install a Mersen heat recovery unit?
The installation time for a Mersen "heat recovery unit" can vary depending on the specific model and the preparedness of the installation site. Mersen’s team works diligently to ensure a smooth and swift installation process, providing guidance and support at every step. For a more accurate estimate, contact us to discuss the particulars of your installation.
-
-
Need to get more information?
Our dedicated team will be happy to help.











Products
Related Products






News
Related news

Tradeshows